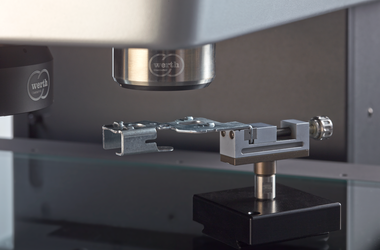
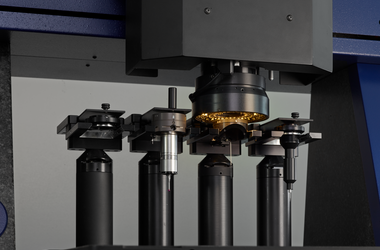
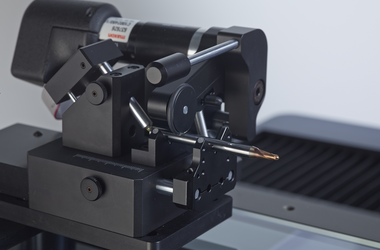
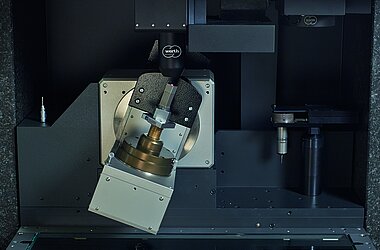
In addition to highly specialised geometries, bone drills are characterised by special groove shapes for chip removal.
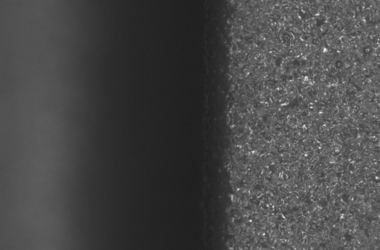
The material density of bone drills is often lower than that of metalworking tools. The parameters to be measured are the profile of the cutting edge and the surface shape of the flute and flank face. Due to the tolerances of approx. 10 µm to 20 µm, the requirements for measurement uncertainty are high. The measuring time plays a subordinate role. In addition to the measurement of geometrical characteristics, the digitisation of the entire tool surface is often desired.
-
Applications
- 3D free-form workpieces
- Extruded workpieces
- Moulds
- Semiconductor workpieces
- Lithographic structures
- Metal-plastic composite workpieces
- Prismatic workpieces
- Punched and bent parts
- Packaging
- Shaft-hub connections
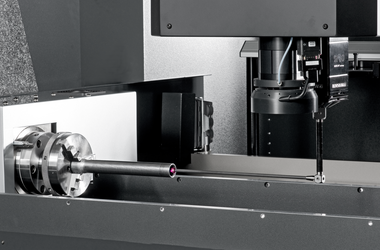
- Shafts and axes
- Workpieces with micro-features
- Workpieces with optical functional surfaces
- Tools with geometrically determined cutting edges
- Tools with geometrically indeterminate cutting edges
- Gear wheels
- Cylindrical workpieces
- Industries
- Products
-
Service

- Programming services
- Measuring machine capability analysis, measurement process capability and traceability
- Measurement services with multi-sensor systems or computed tomography
- Repair
- Maintenance
- Calibration
- Installation, relocation and commissioning
- Retrofitting and updates
- Training courses
- Downloads
- About Werth
- Careers
- Foundation
- Publications
- Downloads